Советы по печати PLA пластиком на 3D принтере
- 06 октября 2016 11:44:05
- Отзывы : 0
- Просмотров: 2758
-

КАК ДОБИТЬСЯ УСПЕХА ИСПОЛЬЗУЯ ПЛА ПЛАСТИК
Опубликовано 10 марта 2016г (Техно Принт 3D)
Давайте углубимся в детали 3D печати PLA пластиком. В этой статье мы обсудим, что такое ПЛА пластик и как правильно им печатать на 3D принтере, а так же как выбрать нужную температуру и получить красивую поверхность модели.
PLA - это отличный, легкий в использовании, материал для печати на 3D принтере. Он производится из возобновляемых биологических ресурсов. Не токсичен и имеет приятный запах при печати. PLA нить выпускается в широком диапазоне цветов. Благодаря его теплофизическим характеристикам, им можно печатать большие и объемные 3D модели.

ПЛА пластик производится из возобновляемых ресурсов
Содержание:
- Что такое ПЛА пластик
- Правильная печать первого слоя
- Печать с использованием синей ленты или малярного скотча
- Печать на стекле
- Другие поверхности для печати
- Правильная настройка температуры печати
- Настройки пластика
- Печать на 3D принтере MakerBot Replicator
- Неисправности при печати и методы их устранения
ЧТО ТАКОЕ PLA пластик
PLA или полимолочная кислота, представляет собой термопластичный полиэфир, который обычно производят из возобновляемых природных ресурсов, таких как кукурузный крахмал, корни тапиоки или из сахарного тростника. Одним из важных достоинств этого пластика является то, что он разлогается в природе естественным образом и не воздействует на окружающую среду. Например, время разложения объекта, напечатанного ПЛА пластиком в океане, будет от шести месяцев до двух лет. Для полного разложения обычной пластмассы, потребуется от 500 до 1000 лет. Стоит так же отметить, что PLA, хотя и разлогается в открытой природной среде, является экологически безопасным для печати, например - детских игрушек, пищевой посуды и даже деталей для 3D принтеров. К нему стоит относиться так же как и железу, если Вы подвергнете его постоянному воздействию влаги, у него как и у метала, появится "ржавчина" и он станет непригодным для использования. Но если вы будете эксплуатировать напечатанный объект в домашних условиях, то срок его службы продлится практически до бесконечности.
ПЛА пластик широко используется во многих отраслях промышленности, начиная от производства пищевых упаковок (см. изображение выше), до биологически разлагаемых медицинских имплантов, нити для швов, ткани и медицинские винты. Естественная температура плавления ПЛА пластика - 80°С, но при смешивании с другими пластмассами делает его полностью пригодным для печати.
Если Вы ранее использовали ABS пластик, то должны заметить, что ПЛА нить более твердая, медленнее изнашивается и поверхность у моделей получается более гладкой и красивой. ПЛА пластик при воздействии температуры имеет минимальную усадку, что позволяет печатать объемные 3D модели. Но так как он является твердым и жестким, он более хрупкий. Так что если Вы решили напечатать из этого пластика деталь, по которой будут наноситься удары или она будет испытывать резкие столкновения - PLA пластик не лучший выбор.
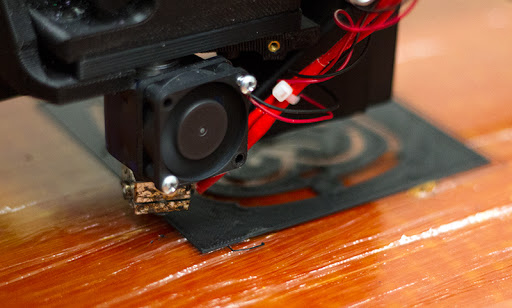
Другим, очень важным моментом относительно этого материала, является его низкая температура плавления. ПЛА становится мягким при температуре 70°С-80°С и при использовании напечатанного объекта в среде выше этих температур, - он будет деформироваться. Так что если Вы печатаете деталь для 3D принтера, которая будет располагаться в непосредственной близости от экструдера, лучше использовать АБС пластик или какой-либо другой. В ТехноПринт 3D, мы обычно используем PLA пластик для всех частей принтера, за исключением х-каретки, монтажной платы и блока экструдера, которые мы печатаем ABS пластиком.
PLA пластик, готовый к 3D печати
правильная печать первого слоя
Первый слой является очень важным при печати на любом 3D принтере. Нужно отметить несколько пунктов для хорошего прилипания первого слоя:
1. Необходим рабочий стол (или поверхность для печати);
2. Экструдер корректно выровнен по отношению к рабочему столу;
3. Необходима качественная лента, которая будет удерживать Ваш ПЛА пластик.
3D ПЕЧАТЬ При помощи синей ленты
Использование синей ленты или малярного скотча, является одним из самых быстрых и удобных способов получить качественный первый слой при печати ПЛА пластиком. Вот краткий список, того что нужно сделать при печати с лентой:
- Убедитесь, что синяя лента наклеена на стол ровным слоеем. Не допускайте пятен и не перекрывайте края;
- Не нагревайте рабочий стол при использовании синей ленты. Это будет препятствовать хорошему прилипанию к ней первого слоя;
- Замените ленту, по завершению 5 -10 печатей, или когда она прекратит удерживать модель;
- Немедлено замените полоски ленты, которые повреждают объект при его демонтаже;
- Если первый слой не удерживается, убедитесь, что печатающая головка находится достаточно близко. Если это не помогла, то попробуйте увеличить температуру первого слоя на 5°С -10°С
Синяя лента не является совершенной, но она достаточно проста в использовании и в целом, дает отличные результаты. Однако, иногда, печатаемый объект может оттягивать ленту вверх от стекла и тем самым вызвать деформацию модели.
PLA пластик плохо удерживается на нагретом рабочем столе. Не включайте подогрев кровати, если используете синюю ленту,так как она теряет свои свойства при нагревании. Замените ленту, если замечаете ухудшение адгезии (обычно это 5 -10 печатей).
3D печать на синей ленте
Если Ваш 3D принтер оснащен рабочим столом с возможностью регулировать его температуру, то это тоже отличный вариант для качественной печати первого слоя. Рекомендуемая температура подогрева рабочего стола для PLA пластика 70°С.
1. Уcтановите рабочий стол и экструдера на правильный уровень, это очень важно при печати на стекле. Если экструдер находится слишком далеко от стекла, то PLA не будет достаточно прилипать к нему. Если же слишком близко, то стекло будет полностью блокировать экструзию материала.
2. Если первый слой не удерживается, убедитесь, что:
- Рабочий стол выровнен;
- Сопло находится достаточно близко для печати первого слоя;
- Температура экструдера достаточная, для того чтобы расплавить нить. В противном случае, пластик может охлаждаться слишком быстро и подниматься с постели. Это может привести к засорению носика. Многие устанавливают температуру печати первого слоя на 5°С - 10°С выше чем температуру остальных слоев;
- Убедитесь, что скорость печати не слишком высокая. Это может вызвать быстрое охлаждение пластика и тем самым вызвать сбой в работе 3D Принтера;
- Производите очистку стекла денатурированным спиртом.
Если Вы правильно настроите печать, то поймете, что печать на стекле это лучший способ печати ПЛА пластиком. Нижний слой будет красивым и ровным.
3D печать непосредственно на стекле
Печать на каптоне
Многие добиваются успеха, используя для печати каптон. Для печати ПЛА пластиком на каптоновой ленте, необходимо чтобы Ваш 3D принтер был оборудован подогреваемым рабочим столом. Раньше мы тоже использовали каптон, но при наличии стеклянного стола, не рекомендуем использовать каптон как основной способ печати PLA нитью. Процедура печати при помощи каптоновой ленты, практически идентична печати на стекле, но требует большей настройки и очистки. Если у Вас есть советы или другая информация об использовании этой ленты, пожалуйста сообщите нам. Мы постоянно работаем над улучшением нашего процесса печати.
Печать на поликарбонате
Мы немного экспериментировали с печатью на поликарбонате, слегка смазывая его растительным маслом. Поликарбонат сделал свою работу и печать прошла отлично. Однако, возникли некоторые сложности с удалением объекта и выгода была не очевидна. Мы считаем этот метод заслуживает внимания и дополнительного изучения, и мы будем дополнять этот раздел если узнаем больше. На данный момент, мы рекомендуем придерживаться синей ленты.
правильная настройка температуры печати
Каждый раз, при работе с катушкой новой нити, мы начинаем печать, примерно с 200°С, а затем регулируем температуру, выше или ниже, с шагом в 5°С, пока не получим идеальное качество печати.
Если температура слишком высокая
Вы заметите больше полосок между отдельными частями объекта, а так же во время перемещения экструдера между областями печати, через него может просачиваться пластик. Если это произошло, то необходимо понижать температуру на 5°С, до тех пор, когда пластик перестанет протекать.
Иногда, Вы заметите, что PLA начнет протекать даже при более низких температурах. Это связано с тем, что этот ПЛА более вязкий чем другие. В этом случае мы рекомендуем увеличить ретракцию на несколько миллиметров (обычно 3-4 мм подходит для всех марок PLA пластика).
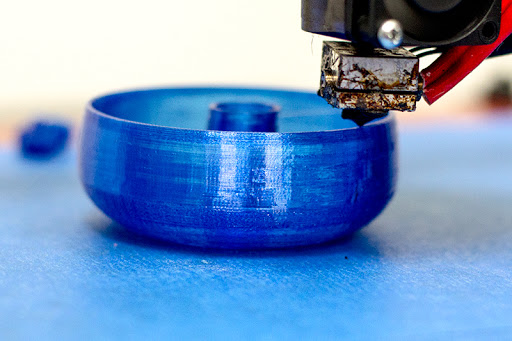
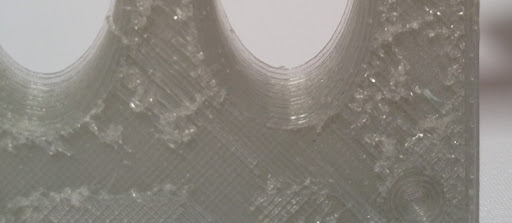
Если температура слишком низкая
Вы увидите, что новый слой не прилипает к предыдущему и вы получите шероховатую поверхность (как на рисунке), или же Вы получаете не прочный объект, который легко расслаевается. В этом случае, необходимо увеличить температуру на 5°С и пробовать снова, до тех пор, пока не достигнете нужного результата.
Недостаточное нагревание пластиковой нити
При переходе от одного цветного PLA пластика на другой:
1. Если экструдер холодный, то установить температуру 80С° и дождаться когда он нагреется;
2. Когда температура достигнет 80°С, удалить нить из экструдера;
3. Если у Вас возникли сложности с удалением нити, увеличьте температуру до 100°С и повторите попытку снова;
4. Загрузите новый пруток в обычном режиме;
5. Пропустите новый цвет через экструдер, и дождитесь когда будет выходить чистый цвет. При переключении от темного цвета (например черного) до светлого (например белого),пусть поработает немного дольше, то того момента, когда убедитесь, что светлый пластик выходит без каких либо загрязний темного цвета:
- Очистите механизм экструдера и продуйте его;
- Если новый пластик все еще загрязняется, то печатайте что нибудь в течении нескольких минут. Процесс может занять от 10 до 15 минут экструзии, пока Вы не убедитесь, что пластик больше не имеет никаких загрязнений.
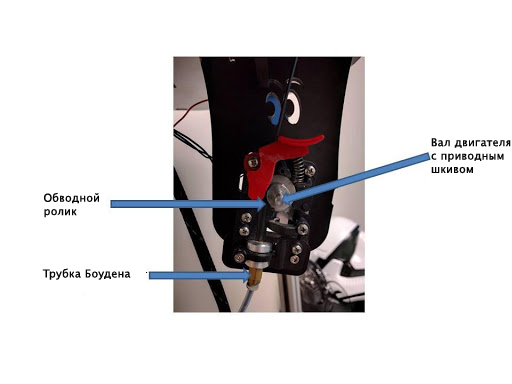
Мы рекомендуем удалять нить, когда она ещё мягкая, а не почти полностью расплавленная. Таким образом уменьшается вероятность нанесения расплавленного материала на приводные шестерни экструдера, что может вызвать заклинивание и трудную чистку. Мягкое удаление так же гарантирует, что Вы полностью удалите материал из экструдера.
3D принтер MakerBot Replicator оснащен не таким мощным экструдером, как у принтеров из семейства RepRap. Несколько советов, которые реально могут помочь получить отличные результаты.
1. Убедитесь, что Ваш рабочий стол безупречно выровнен;
2. Измерьте диаметр нити штангенциркулем. Сделайте 5 измерений, отбросте первое и последнее, а из трех оставшихся высчитайте среднее арифметическое и установите это значение в качестве диаметра нити;
3. Очистите экструдер. Если ранее с ним возникали проблемы, то сделайте это более тщательно;
4. Прочистите ведущую шестерню. Убедитесь, что на ней нет никакого мусора и остатков пластиковой нити;
5. Во время смены пластиковой нити, добавьте капельку рапсового масла на ее кончик, это уменьшит риск застревания.. Нам дал этот совет один из клиентов, за что ему благодарны!
| Производитель | Рекомендуемая температура | Рекомендуемый диапазон |
|
|
195°C | 190°C - 230°C |
|
|
195°C | 185°C - 205°C |
|
|
190°C | 190°C - 230°C |

Возможно Вам придется поэскпериментировать с температурой печати, так как для Вашего принтера она может быть другой. Температура окружающей среды, влажность, калибровка и уникальность Вашего 3D принтера, - могут значительно повлиять на результаты 3D печати.
Возможные проблемы при печати и методы их устранения
Существует множество проблем, которые могут возникнуть при печати. Но прежде чем рассматривать их решения, нам нужно знать их симптомы.
"Не держится первый слой. Плохая адгезия певого слоя"
1. Убедитесь в том, что экструдер находится на нужной высоте. Отрегулируйте концевик 3D принтера или вручную установите экструдер на нулевую высоту;
2. Убедитесь, что рабочий стол выровнен и откалиброван. При необходимости установите его уровень;
"Плохие внутренние слои и наружная поверхность"
1. Проверьте температуру экструзии. (Увеличьте температуру на 5°С и повторите печать. При необходимости увеличивайте еще, до тех пор, пока не достигнете нужного результата);
2. Проверьте натяжение нити.
3. Прочистите приводной механизм подачи нити.
"Внешние края имеют неровную поверхность и шишки"
1. Убедитесь, что принтер получает достаточное количество данных. При печати с компьютера, убедитесь, что он не слишком перегружен, чтобы отправлять команды 3D принтеру. Если принтер становится на паузу, то это как правило, происходит из-за того, что компьютер занят.
2. Печать с SD карты. На некоторых принтерах, Вы можете производить печать непосредственно с SD карты, без подключения к ПК. Это часто помагает 3D принтеру получать стабильное количество данных и осуществлять более плавную печать.
3. Качество PLA пластика. Качество пластика оказывает большое влияние на печать. Качественный ПЛА пластик Вы можете купить в нашем магазине. Хотя, с правильными настройками печати и запасом терпения, нам удавалось добиться качественной печати пластик практически всех производителей и брендов.