Технология 3D печати. Используем нейлон (Nylon).
- 17 октября 2017 17:37:02
- Отзывы : 0
- Просмотров: 11952
-

Все у кого есть 3D принтер, как минимум знакомы с такими материалами как ABS или PLA пластик.
Если Вы печатаете PLA пластиком, то наверняка знаете, что он достаточно прочный, но при этом весьма хрупкий. Принты напечатанные из этого материала нельзя оставлять на солнце длительное время или в местах, где температура выше 40°С.
Если Вы печатаете ABS пластиком чаще, то должны заметить, что этот материал более долговечен чем PLA, но при этом не обладает такой же прочностью и не пригоден для печати функциональных частей.
Нейлон (Nylon) - это материал способный объединить в себе положительные качества обоих этих материалов. Он невероятно прочный, долговечный и по праву считается универсальным материалом для 3D печати. Нейлон очень гибкий (только при условии что принт не слишком толстый), имеет отличную межслоевую адгезию. Благодаря низкому коэффициенту трения и высокой температуре плавления, - его часто используют для печати различных соединительных и ведущих шестерен.
Вот что нужно знать для успешной печати нейлоном:
Первое что нам нужно знать об этом материале, это то, что для его расплавления необходима температура не ниже 240°С. Большинство настольных 3D принтеров, оснащены обычными PTFE или PEEK (фторопластовыми) хот-эндами, которые при температуре 240°С начнут плавиться, гореть и выделять вредные вещества. Если вы не знаете какой хот-энд установлен на Вашем 3D принтере, то вы можете уточнить это у производителя Вашего принтера, или же отправьте нам письмо на электронную почту и мы постараемся Вам помочь.
К счастью, большинство 3D принтеров можно легко модернизировать, заменив штатный экструдер на улучшенный, с цельнометаллическим хот-эндом для печати, который способен выдерживать более высокую температуру экструзии. На наших машинах мы чаше всего используем хот-энды E3D и настоятельно рекомендуем использовать их Вам.
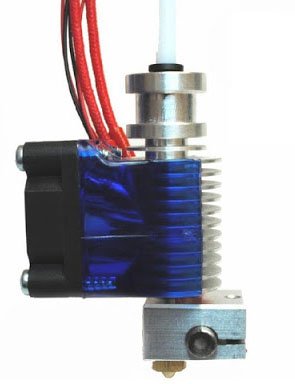
E3D v6 полностью металлический хот-энд.
Очень важным моментом при печати нейлоном, является то, что его необходимо тщательно просушить. Нейлоновый филамент очень гигроскопичен. Это означает, что он легко поглащает воду из воздуха. Меньше чем за 24 часа, нейлон может поглотить влаги на 10% больше своего веса, поэтому успешность печати этим материалом зависит от его сухости. Если печатать плохо просушенной нитью, то влага начинает пузыриться, ухудшая межслоевую адгезию и разрушает поверхность.
Принты напечатанные полностью просушеным нейлоном имеют гладкую глянцевую поверхность.
Для того чтобы просушить нейлон, поместите его в духовку, и оставьте на 6-8 часов при температуре 70 - 85°С. После сушке храните его в герметичном контейнере, желательно с осушителем.
Принты напечатанные полностью просушеным нейлоном имеют гладкую глянцевую поверхность.
Для того чтобы просушить нейлон, поместите его в духовку, и оставьте на 6-8 часов при температуре 70 - 85°С. После сушке храните его в герметичном контейнере, желательно с осушителем.
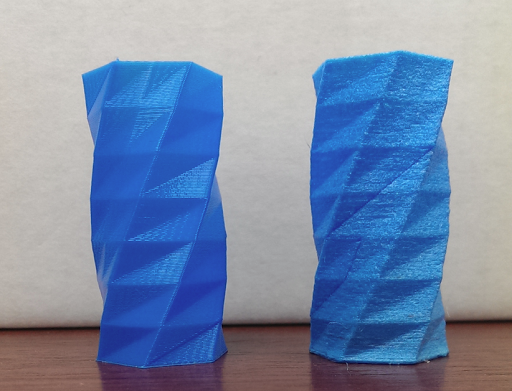
Просушенный слева, не просушенный справа.
Стоит отметить так же, что нейлон имеет свойство деформироваться и коробиться, так же как и ABS пластик.
При печати на стекле, необходим подогрев рабочего стола. Лучший способ улучшить адгезию первого слоя, это нанести на платформу слой обычного ПВА клея. Максимально удачный вариант, это подогрев рабочего стола до 75°С с тонким слоем ПВА клея. Не используйте охлаждающие вентиляторы и избегайте сквозняков и прохладных помещений.
Рекомендуемые настройки для печати нейлоном:
240 - 260°С - рекомендуемая температура экструдера;
70 85°С - температура подогрева рабочего стола (с нанесением ПВА клея);
30 -60 мм/сек - скорость печати;
0,2 - 0,4 мм - толщина слоя.
Очень надеемся, что эта статья поможет Вам добиться успешной 3D печати, используя нейлон.